+43 (0)7675 20 444
office@systemstahl.at
office@systemstahl.at
Mit geraden Schnitten bezeichnet man die Zuschnitte aus Plattenmaterialien.
Von den Lagerabmessungen abweichende Rostmaße werden aus den Platten herausgesägt. Die gesägten Seiten nennt man Schnittkanten, welche dauerhaft zu versiegeln sind.
GFK-Gitterroste zeichnen sich durch eine hohe Beständigkeit gegenüber Chemikalien aus. Dabei haben das Medium, dessen Konzentration, dessen Temperatur und die Einwirkungsdauer einen wesentlichen Einfluss auf die Beständigkeit.
Die gegossenen GFK-Gitterroste werden in speziellen Formen, sogenannten Moulds, im Nasslaminierungsverfahren hergestellt. Die Glasfasern werden im Verbund eingewebt, das Harz, die Additive und evtl. Farbpigmente werden in flüssiger Form hinzugefügt. Nach der Aushärtung des Materials wird der GFK-Gitterrost aus der Form (Mould) gedrückt.
Bei der Pultrusion werden die Profile in einem kontinuierlichen Herstellungsprozess gefertigt. Der Name kommt aus dem englischen „to pull“ = ziehen. Hierbei werden die Glasfaserrovings im Harz getränkt und durch eine Form gezogen. Die Herstellung erfolgt im Endlosverfahren.
Die „DIN 24537-3 Roste als Bodenbelag – Kunststoffgitterroste“, gibt Auskunft über den Verwendungszweck und die Eigenschaften des Einsatzes von GFK-Gitterrosten im Bodenbereich.
Gegossene GFK-Gitterroste werden mit gleich hohen Trag- und Querstäben ausgeführt. Nur bei engmaschigen GFK-Gitterrosten weicht das Hauptmaschenbild vom Grundmaschenbild ab.

GFK-Gitterroste, deren Außenabmessungen von den fertigungsbedingten Abmessungen abweichen, haben möglicherweise keine geschlossenen Ränder. Die offenen Ränder werden nicht eingefasst. Die Schnittkanten sind dauerhaft zu versiegeln.

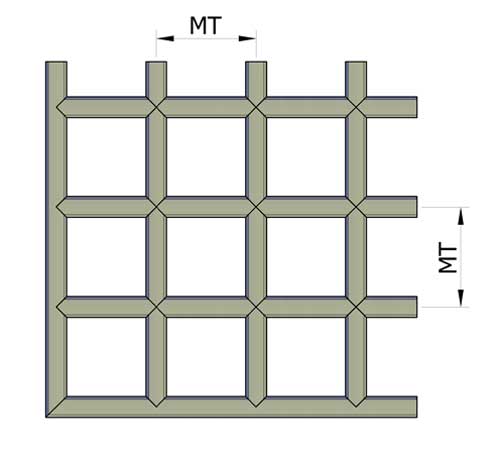
Das Maß von Achse zu Achse der Trag- bzw. Querstäbe.
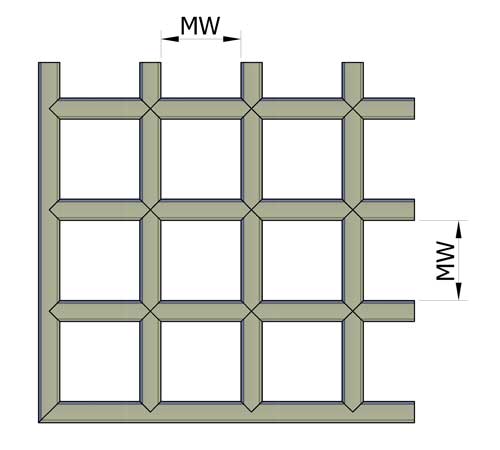
Der lichte Abstand zwischen Trag- bzw. Querstäbe.
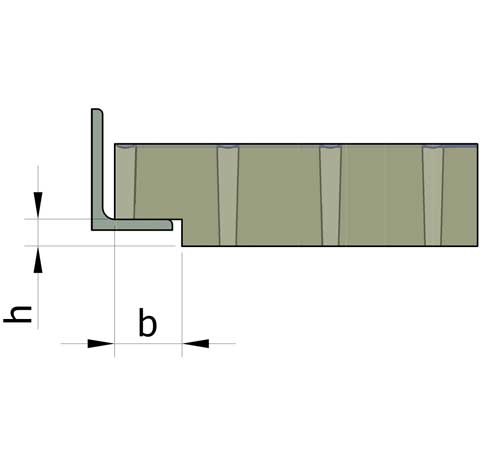
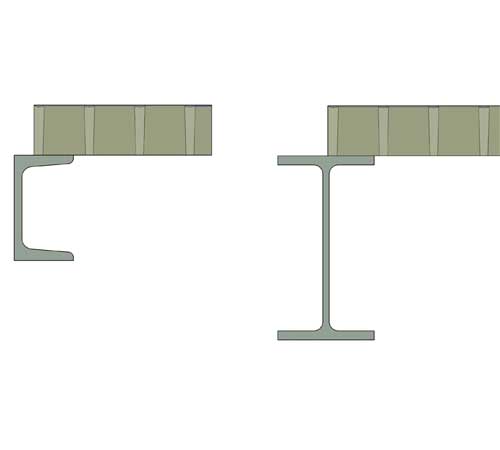
Die Ausklinkung im Auflagebereich ist dann erforderlich, wenn eine Niveauangleichung zum benachbarten Bodenbelag erforderlich wird. Diese ist jedoch im Einzelfall statisch zu prüfen.
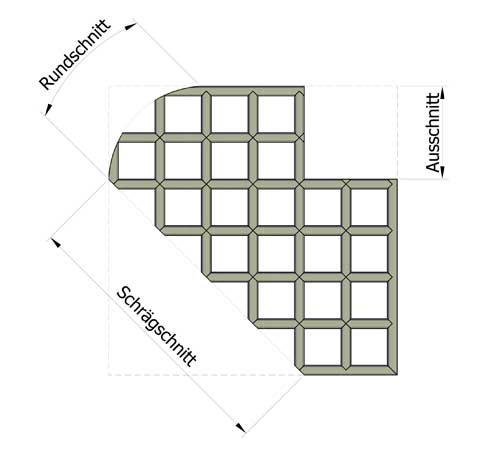
Als Ausschnitte werden gerade, schräge und runde Schnitte bezeichnet, die vom kleinstumschließenden Rechteck oder Quadrat abweichen. Anders als bei Stahlgitterrosten werden diese gemäß DIN 24537-3 nicht wieder eingefasst.
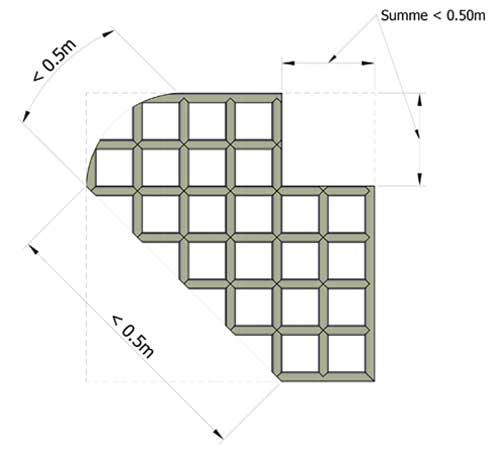
Als Kleinstschnitte werden gerade, schräge und runde Schnitte bezeichnet, die kleiner als 0,5 lfm. sind. Diese werden als Zulage berechnet.
Ein nachträglich an den Gitterrost angeschraubtes Flachmaterial, das über die Gitterostkante hinausragt. Diese muss mindestens 100 mm höher sein als die Gitterrostoberkante.

Die Stützweite im Lichten (Spannweite) ist das lichte Maß zwischen zwei Auflagern.

Eine Unterkonstruktion ist ein konstruktives Bauteil, auf dem Gitterroste verlegt werden.
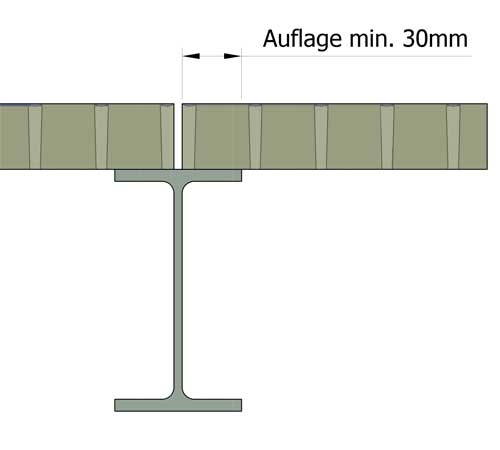
Die geplante Auflagelänge muss mindestens 30 mm betragen. Im Betriebszustand darf die Auflagelänge das Maß von 25 mm nicht unterschreiten. Abweichungen sind zulässig, wenn durch konstruktive Maßnahmen ein Verschieben der Roste in Tragrichtung zwangsläufig verhindert wird.
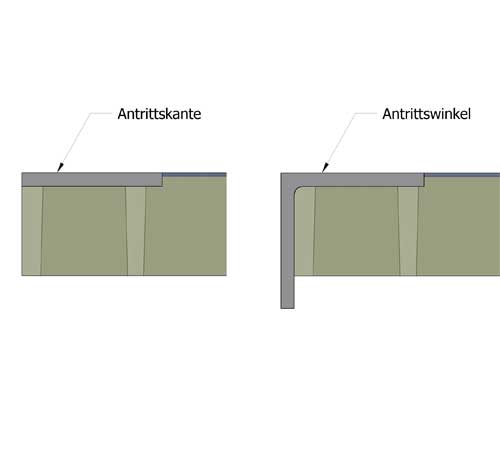
Um bei Gitterroststufen und Podesten den Anforderungen der DIN 24531-3 gerecht zu werden, wird im Antrittsbereich eine schwarz besandete und geschlossene Antrittskante vorgesehen. Diese kann, statisch bedingt, als Flachmaterial oder als Winkel ausgeführt sein.
GFK-Gitterroste können mit verschiedenen Oberflächen ausgeführt werden. Es wird zwischen konkav, geschliffen, besandet und geschlossen unterschieden. Durch diese unterschiedlichen Oberflächenstrukturen ergeben sich bezüglich der Rutschhemmung verschiedene Eingruppierungen gemäß BGR 181.

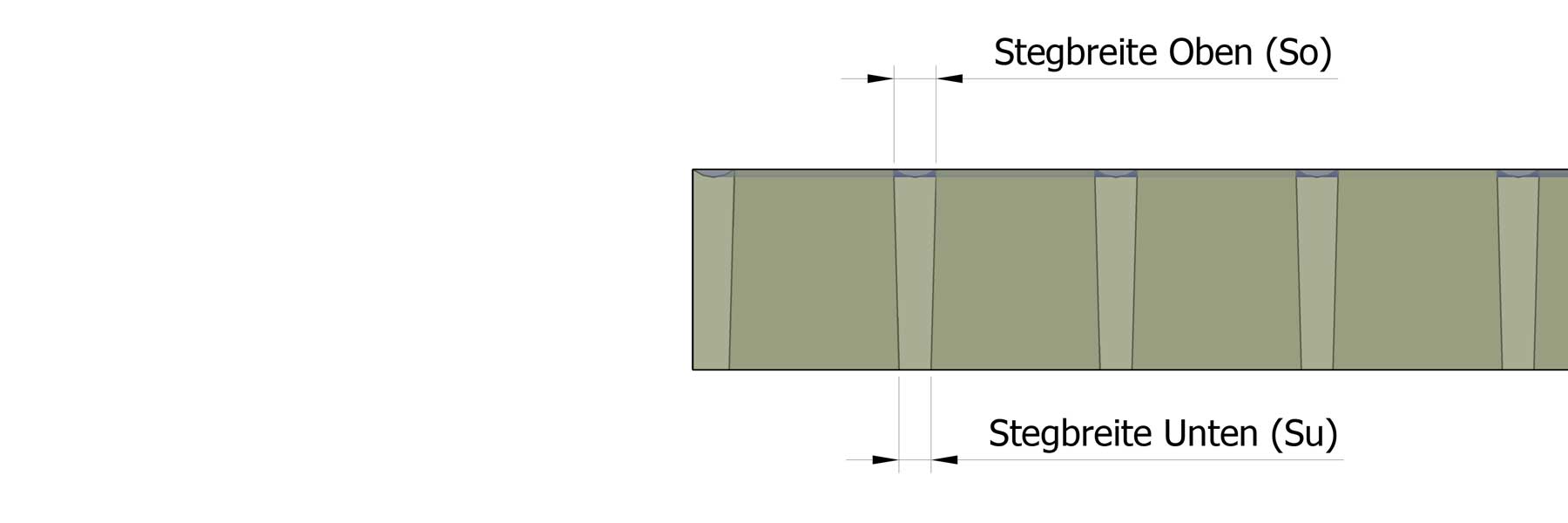
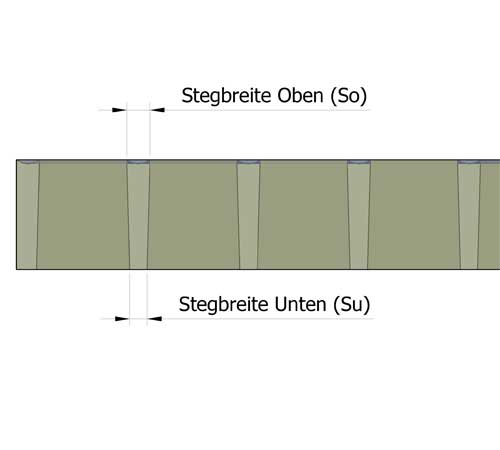
Um die GFK-Gitterroste aus den Formen (Moulds) herauszudrücken, laufen die Trag- bzw. Querstäbe konisch zu. Dies bedeutet, dass die Stegbreite oben (So) größer ist als die Stegbreite unten (Su). Beim Standardgitterrost ist sie z.B. 5 auf 7 mm.
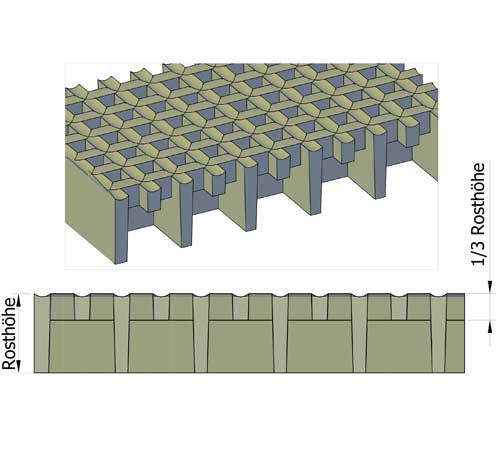
Das Maschenbild weicht im oberen Drittel vom Grundmaschenbild ab.
GFK-Gitterroste zeichnen sich besonders durch hohe Resistenz gegen Chemikalien und aggressiven Medien aus. Hierzu werden, je nach Anforderungsprofil, verschiedene Harzausführungen verwendet. Als Standardharze werden Orthophal-, Isophtal- und Vinylesterharze verwendet.
Ob telefonisch, per Mail oder direkt bei uns vor Ort – wir freuen uns auf Ihre Anfrage und beraten Sie gerne individuell zu Ihrem Projekt.
Von Gitterrosten über Eingangsmatten bis hin zu Treppen und Steigtechnik – wir bieten individuelle Beratung und hochwertige Produkte für Ihr Projekt.
